Склеивание
Основным материалом для изготовления досок для икон в центральной части России является древесина липы. Шпонки изготовляют из древесины дуба.
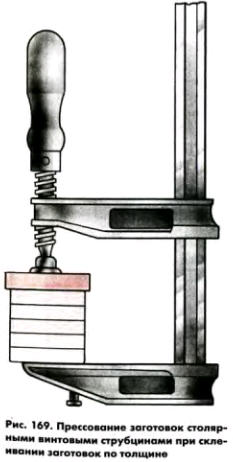
Склеивание заготовок по толщине. Склеивание заготовок по толщине применяют для изготовления деталей лестниц, дверных и оконных коробок и др. Склеиваемые поверхности выравнивают ручным или электрифицированным инструментом и после нанесения клея на поверхности заготовок их прессуют столярными винтовыми струбцинами (рис. 169) с применением прокладок, помещаемых под винты струбцин. Расстояние между прокладками должно быть 15-20 h, где h — толщина склеиваемых заготовок в направлении усилия прессования.
Приклеивание раскладок. Раскладки, как правило, приклеивают на гладкую фугу, соединяя концы раскладок на «ус» или впритык.
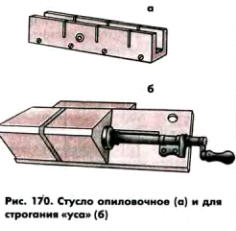
Для торцевания раскладки под углом 90° и на «ус» ручными пилами и для строгания «уса» ручными инструментами удобно пользоваться специальными приспособлениями - стуслами. Стусло опиловочное (рис. 170 а) представляет собой деревянный лоток с прорезями для полотна пилы, расположенными под углами 45° и 90 е. Стусло для строгания «уса» (рис. 170 6) имеет стационарный и передвижной упоры, установленные на треугольном основании. Упор передвигается по основанию с помощью винта, вращаемого ручкой. При работе стусло устанавливают на верстак.
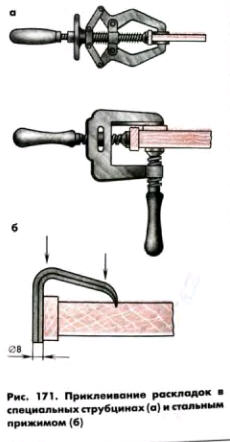
Раскладки приклеивают в винтовых, клиновых цвингах и специальных струбцинах (рис. 171 а). Для приклеивания раскладки удобно применять прижим, изготовленный из круглой стали (рис. 171 б). Оставшийся после снятия прижима накол в плите шпатлюют при подготовке поверхности под облицовывание или непрозрачную отделку. При прозрачной отделке приклеивать раскладки такими прижимами недопустимо.
Склеивание с одновременным гнутьем. Этот способ применяют для получения криволинейных (гнутоклееных) заготовок. В условиях домашних мастерских гнуто-клееные заготовки можно изготовить из тонких (толщиной 3-5 мм) планок массивной древесины, фанеры и брусков массивной древесины толщиной 19-50 мм, в которых предварительно сделаны продольные пропилы (гнутопропильные заготовки).
Гнутоклееные заготовки могут быть незамкнутого и замкнутого контура. Гнутоклееные заготовки незамкнутого контура изготавливают следующим образом.
Плости делянок I (рис. 172 а) намазывают клеем, накладывают на жесткий шаблон незамкнутого контура 2 и запрессовывают струбцинами 3. После выдержки • запрессованном состоянии до полного схватывания клея заготовка сохраняет заданную ей форму.
Если при гнутье фанеры волокна наружных слоев изгибаются (изгиб вдоль волокон), то допустимые радиусы кривизны те же, что и при гнутье тонких планок из массивной древесины.
Гнутоклееные заготовки замкнутого контура склеивают с использованием жестких разъемных шаблонов, имеющих форму заготовки (круг, эллипс, овал). Шаблон 4 (рис. 172 б) изготавливают из древесностружечных плит или другого материала. Очертив циркулем наружный диаметр шаблона, равный внутреннему диаметру заготовки, выпиливают круг и обрабатывают кромку шаблона под углом 90° к плости. Затем очерчивают внутренний диаметр шаблона и выкружной пилой выпиливают внутренний круг. Стальные пластины 5 толщиной 3-5 мм приворачивают к шаблону шурупами с внутренней стороны круга. Выпилив по диаметру шаблона секторы шириной 20—30 мм, забивают клинья 6 для придания шаблону жесткости.
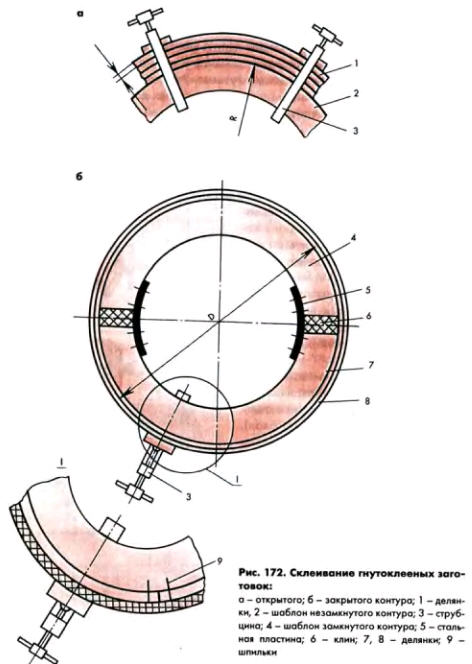
Гнутоклееную заготовку склеивают путем наслоения делянок на шаблон. Сна-чала наслаивают внутреннюю делянку 7 из фанеры, длинна которой L = piD. Направление волокон наружного слоя делянки -изгиб поперек волокон. Концы делянки на стыке крепят шпильками 9 (гвозди без шляпок). Затем на делянку наносят клеевой раствор, наслаивают вторую делянку 8 и прессуют струбцинами. После выдержки в спрессованном состоянии до полного схватывания клея наслаивают третью делянку и т. д. Длина любого последующего слоя Ln = pi(D + 2tn), где tn - толщина предыдущих слоев. Места стыков делянок перекрывают соседними слоями.
Склеенную заготовку снимают с шаблона, выбив клинья и отвернув шурупы стальных пластин. Аналогичным образом изготавливают заготовки эллипсной и овальной формы.
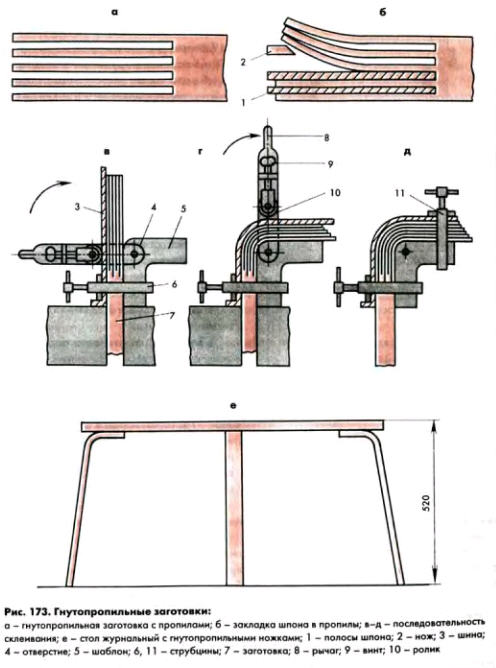
Гмутопропильные заготовки изготавливают из брусков лиственных и хвойных пород, в которых предварительно сделаны продольные пропилы (рис, 173 а). Толщина пропила и расстояние между ними 1,5-3 мм.
В полученные пропилы с помощью линейки закладывают промазанные клеем полосы шпона 1 (рис. 173 6). Если толщина шпона меньше толщины пропила, то закладывают две-три полосы шпона. Затем пропиленную часть заготовки с вложенным шпоном подвергают гнутью в приспособлении.
Изгибаемую заготовку 7 (рис. 173 в) зажимают в верстаке и с помощью струбцины о прикрепляют к ней шаблон 5 и металлическую шину 3 толщиной 1-1,5 мм. В отверстие 4 шаблона вставляют съемный рычаг 8, снабженный обжимным роликом 10 и прижимным винтом 9. Подворачивая винт, регулируют прижатие ролика к шине. Заготовку изгибают (рис. 173 г) поворотом рычага в направлении, указанном стрелкой. Затем конец заготовки крепят к шаблону струбциной 11 (рис. 173 а), снимают рычаг и выдерживают заготовку до отверждения клея. На рисунке 40 е показан стол журнальный с гнутопропильными ножками сечением 60x20 мм.
Склеивание шиповых соединений. При склеивании шиповых соединений давление на поверхностях склеивания достигается за счет упругой деформации древесины шипа и проушины (посадка с натягом) или прессования струбцинами.
При посадке с натягом в процессе соединения древесина шипа сжимается, а гнездо или проушина несколько расширяется. Поскольку древесина обладает упругостью, возникают усилия, направленные перпендикулярно сопрягаемым поверхностям. Чтобы обеспечить оптимальное давление на поверхность склеивания за счет посадки с натягом, необходима достаточная точность эапиливания шила и проушины. Такие соединения склеивают, как правило, без прессования.
Если соединение плоским шипом получилось с зазором, то прочность клеевого соединения будет ослаблена. В том случае, когда зазор значителен и прессование не обеспечит соединения сопрягаемых поверхностей, целесообразно расчистить сопрягаемые поверхности и вставить между шипами и проушиной шпон или стружку и запрессовать соединение. В процессе сборки соединений плоским шипом с избыточным натягом клей сгоняется с поверхности склеивания, шипы распирают проушины, в результате чего контакт склеиваемых поверхностей сохраняется лишь вблизи основания шипов. В этих случаях прочность клеевого соединения обеспечивают прессованием столярными винтовыми струбцинами.
Соединения «ласточкин хвост», ящичные, на шкантах, на рейку вставную склеивают без прессования. В таких соединениях необходимо обеспечить достаточную точность сопряжений.
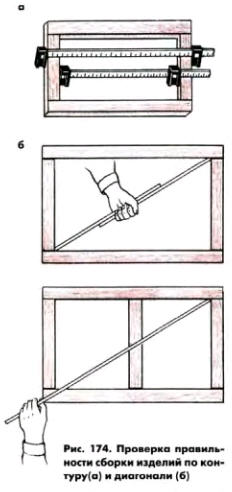
Перед склеиванием изделия (рамы, коробки, ящики и др.) предварительно собирают без клея «насухо», с подгонкой шиповых соединений и проверкой изделий по контуру и по диагонали линейками (рис. 174 а, 6), а также проверяют на глаз крыловатостъ изделий. После нанесения клея шиповые соединения изделия собирают заново, проверяют по контуру и диагонали и при необходимости прессуют.
Учитывая, что в процессе сборки большинства соединений клей сгоняется с поверхностей склеивания, рекомендуется наносить клей на обе склеиваемые поверхности.
| | назад | вперед | главная | |


